行业标准 建筑水磨石制品 JCT 507—1993
建筑水磨石制品(一)
JC/T 507—1993
1 主题内容与适用范围
本标准规定了建筑水磨石制品(以下简称水磨石)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于以水泥、石碴和砂为主要原材料,经搅拌、振动和压制成型、养护、研磨等工序制作而成的建筑水磨石板材。
2 引用标准
GB 175 硅酸盐水泥普通硅酸盐水泥
GB 343 一般用途低碳钢丝
GB 701 普通低碳钢热轧圆盘条
GBl344 矿渣硅酸盐水泥、火山灰质硅酸盐水泥及粉煤灰硅酸盐水泥
GB 2015 白色硅酸盐水泥
GB/T13891 建筑饰面材料镜向光泽度测定方法
JG J63 混凝土拌合用水
3 术语
本标准使用的术语见附录A(补充件)。
4 产品分类
4.1 类别
4.1.1 按制品在建筑物中的使用部位分为:
a.墙面和柱面用水磨石(Q);
b.地面和楼面用水磨石(D);
C.踢脚板、立板和三角板类水磨石(T);
d.隔断板、窗台板和台面板类水磨石(G)。
4.1.2 按制品表面加工程度分为:
a.磨面水磨石(M);
b.抛光水磨石(P)。
4.2 规格尺寸
水磨石的常用规格尺寸为300mm×300mm、305mm×305mm、400mm×400mm、500mm。
其他规格尺寸由设计、使用部门与生产厂共同议定。
4.3 等级
水磨石按其外观质量、尺寸偏差和物理力学性能分为优等品(A)、一等品(B)和合格品(C)。
4.4 标记
产品标记由牌号(商标)、类别、等级、规格和标准号组成。
规格为400mm×400mm×25mm钻石牌一等品地面用抛光水磨石,标记示例如下:
5 技术要求
5.1 原材料的技术要求见附录B(参考件)。
5.2 外观质量:
5.2.1 水磨石面层的外观缺陷规定见表1。
表1 mm
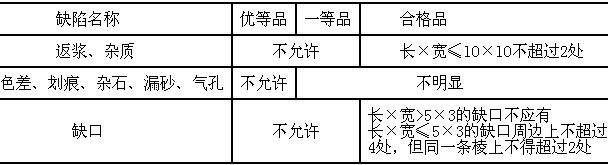
注:一个缺角应计为相邻两棱边各有缺口l处。
5.2.2 水磨石磨光面有图案时,其越线和图案偏差应符合表2规定。
表2 mm

5.2.3 同批水磨石磨光面上的石碴级配和颜色应基本一致。
5.3 尺寸偏差:
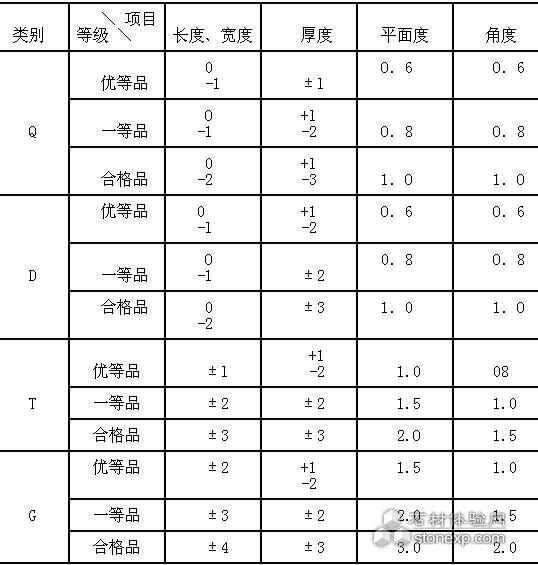
5.3.1 水磨石的规格尺寸允许偏差、平面度、角度允许极限公差应符合表3的规定。
表3 mm
5.3.2 厚度小于或等于15mm的单面磨光水磨石,同块水磨石的厚度极差不得大于lmm;厚度大于15mm的单面磨光水磨石,同块水磨石上的厚度极差不得大于2mm。
5.3.3 侧面不磨光的拼缝水磨石,正面与侧面的夹角不得大于90º。
5.4 出石率:
磨光面的石碴分布应均匀。石碴粒径大于或等于3mm的水磨石,出石率应不小于55%。
5.5 物理力学性能:
5.5.1 抛光水磨石的光泽度,优等品不得低于45.0光泽单位;一等品不得低于35.0光泽单位;合格品不得低于25.0光泽单位。
5.5.2 水磨石的吸水率不得大于8.0%。
5.5.3 水磨石的抗折强度平均值不得低于5.0MPa,且单块最小值不得低于4.0MPa。
6 试验方法
6.1 量具和仪器
a.钢直尺:刻度值为0.5mm。
b.游标卡尺:读数值为0.1mm。
c.钢平尺:直线度偏差为0.1mm。
d.90o钢制角尺:内角边长为450mm×400mm,内角垂直度公差为0.13mm。
e.塞尺;精度为2级。
f.托盘天平:称量范围0~2kg,分度值1g。
g.电热恒温鼓风干燥箱:调温范围50~300℃。
h.万能试验机、压力机或其他抗折试验机:示值精度2%,度盘最小分度值不得大于50N。
i.光泽计:入射角为60º,光束孔径中φ30mm,分度值为0.1光泽单位。
6.2 外观质量
6.2.1 将水磨石平放在地面上,在自然光下目测水磨石面层的外观缺陷:人距水磨石1.5m处明显可见的缺陷视为有缺陷;人距水磨石1.5m处不明显,但在1.0m处可见的缺陷视为不明显;人距水磨石1.0m看不见的缺陷视为无缺陷。
6.2.2 用钢直尺测量水磨石缺口的长度和宽度,测量方法如图l所示。读数准确到0.2mm。
6.2.3 用钢直尺测量图案偏差值和越线距离与长度,读数准确剑0.2mm。
6.2.4 在自然光下,人距水磨石1.5m处目视检验批量水磨石磨光面上的石碴级配和颜色。
6.3 尺寸偏差
6.3.1 外形尺寸
用钢直尺测量水磨石的长度和宽度,各测二条直线,测量部位如图2所示。用游标卡尺测量水磨石。
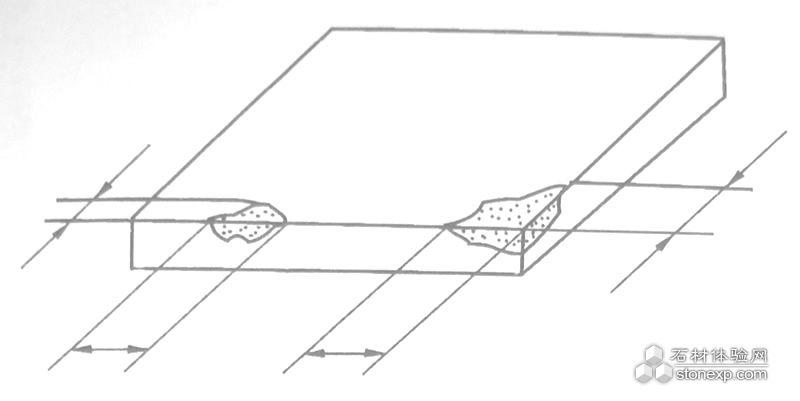
图1 缺口测最方法示意图
L—缺口长度;B—缺口速度
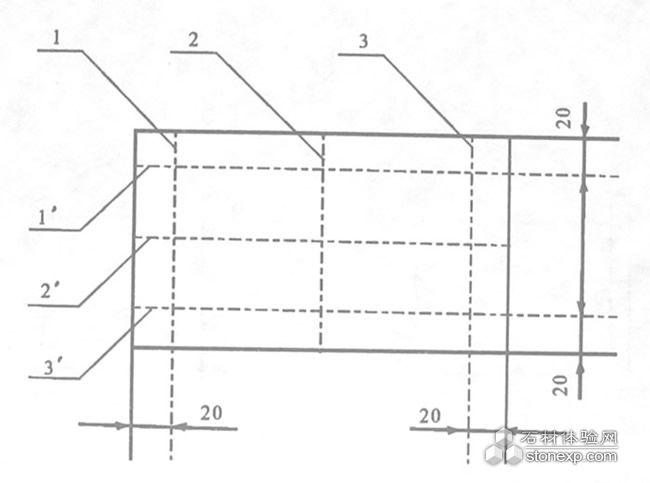
图2 长度和宽度测量示意图
1、2、3一宽度测量线,1'、2'、3'—长度测量线
边中点的厚度。分别用偏差的最大值和最小值表示长度、宽度、厚度的尺寸偏差。用同块水磨石上厚度偏差的最大值和最小值之间的差值表示同块水磨石上的厚度极差。读数准确至0.2mm。
6.3.2 平面度
将钢平尺贴放在被检平面的两条对角线上,用塞尺测量尺面与水磨石被检平面之间的空隙。当被检面对角线长度大于1000mm时,用长度为1000mm钢平尺沿对角线分段检验,如图3所示。以最大空隙的塞尺片读数表示水磨石的平面度极限公差,读数准确到0.1mm。
6.3.3 角度
将90º钢制角尺长边紧贴板材的长边,短边紧靠板材短边,用塞尺测量板材与角尺短边之间的间隙。当被检角大于90º时,测量点在角尺根部;当被检角小于90º时测量点在距根部400mm处。
当角尺的长边大于板面的长边时,用图4中a、b方法测量板面的两对角:当角尺的长边小于板面的长边时,用图4中c、d方法测量板面的四个角,以最大间隙的塞尺片读数表示水磨石的角度极限公差,读数准确到0.05mm。
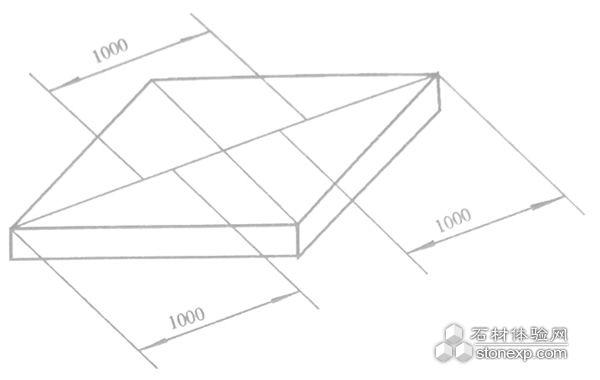
图3 平面度测量方法示意图
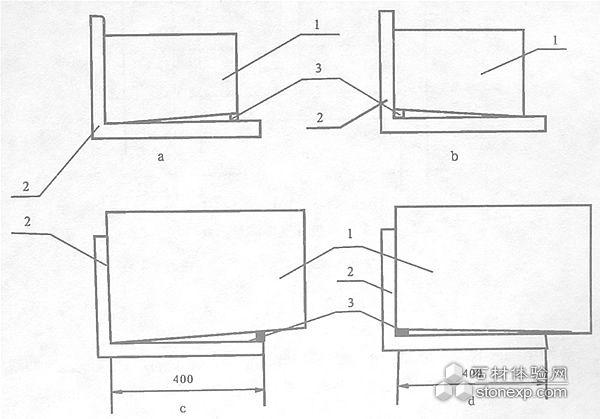
图4 角度测量方法示意图
l—水磨石;2—角尺;3—塞尺
6.4 出石率试验
6.4.1 进行出石率检验的试样规格与受检产品规格相同。每组5块。
6.4.2 磨光面的石碴最大粒径大于或等于3mm时,在试样磨光面的两条对角线上各画一条400mm的测量线,如图5示。测量通过两条测量线上粒径大于0.5mm的每粒石碴的长度,读数准确到0.5mm。
6.4.3 每块试样的出石率X(%)按式(I)计算:
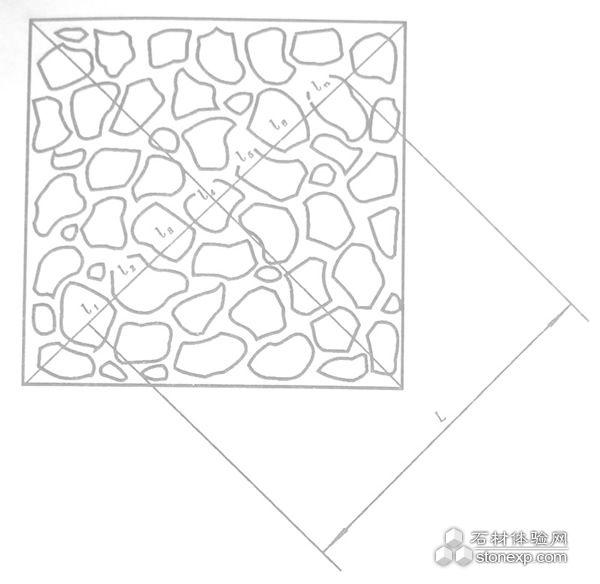
图5 出石率测量示意图
L1+L2+L3+.......Ln
X = ——————————×100 .......................(1)
2L
式中: X—出石率,%;
L1、L2、L3.....Ln—在测量线上每粒石碴的工度,mm;
L—量线长度,L=400mm。
6.4.4 出石率以每组试验结果的算术平均值表示,计算结果精确到l%。
6.5 物理力学性能试验
6.5.1 光泽度
光泽度测定按GB/T 13891的规定进行。
6.5.2 吸水率
6.5.2.1 试件制备
用切割成150mm×100mm的试件进行试验,每组试件5块,每块样品只能取一个试件。
6.5.2.2 试验步骤
将试件放进电热恒温鼓风干燥箱内,在105±5℃下恒温24±0.5h,然后在室内空气中冷却2~4h,使水磨石试件的温度降到室温,称其干重Go精确到0.5g。
将称干重后的试件平放在水箱中,水箱与试件间用玻璃棒隔开,保持水面高于试件上表面50±10mm,浸水24h后立即从水中取出,用湿布抹去试件表面的水迹,称其湿重Gs,读数准确到0.5g。
6.5.2.3 结果计算
吸水率W(%)按式(2)算:
Gs — Go
W = —————×100 ........................(2)
Go
式中:W——吸水率,%;
Go——试件的干重,g;
Gs——试件的湿重,g。
吸水率用该组试验单块最大值表示,计算结果精确到0.1%。
6.5.3 抗折强度
6.5.3.1 试件制备
用切割成150mm×100mm的试件进行试验,试件受力方向不得含有钢筋,试件长度允许偏差±5mm,宽度允许偏差±1mm,每块样品只能取一个试件,每组五个。
6.5.3.2 试验步骤
将试试件按6.5.2.2中浸水方式24h后,用游标卡尺测量试件中部的厚度和宽度,读数准确到0.1mm。
调整试验机的量程,使试件的预期破坏荷载不小于全量程的20%,也不大于全量程的80%,抗折试验架的支承圆柱中心距L为100mm,支承圆柱和荷载压头的圆弧半径为lOmm或15mm。
将试件磨光面向上简支于试验架的两个支承圆柱上,开动试验机,使试件缓慢受力,以30~50N/s速度均匀而连续地加荷,直到试件折断,记录其破坏荷载,加压方式如图6所示。
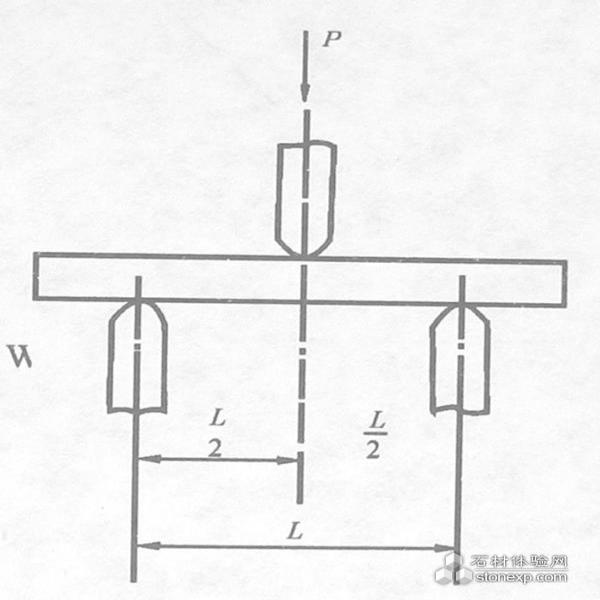
图6抗折试验加荷方式示意图
6.5.3.3 结果计算
抗折强度Rf(MPa)按式(3)计算:
3PL
Rf=———— .................(3)
2bh2
式中:Rf——水磨石的抗折强度,MPa;
P——折断时的破坏荷载,N;
L——支承圆柱的中心距,Ll00mm;
b——试件宽度,mm
h——式件厚度,mm。
抗折强度用该组试件算术平均值和单块最小值表示,计算结果精确到0.lMPa。
7 检验规则
7.1 检验分类
产品检验分出厂检验(或交收检验)和型式检验(或例行检验)。
7.1.1 出厂检验项目:外观质量、尺寸偏差、光泽度。
7.1.2 型式检验项目:外观质量、尺寸偏差、出石率、物理力学性能。
有下列情况之一时,应进行型式检验:
a. 新产品试验定型鉴定时:
c.正常生产时,每个月进行一次;
d.产品长期停产后,重新恢复生产时;
e.出厂检验结果与上次型式检验结果有较大差异时:
f. 国家质量监督检验机构提出进行型式检验要求时。
7.2 批的组成
7.2.1 出厂检验的批由一次订货的同一品种、规格和相同质量等级的水磨石构成,一个验收批最多不超过一万块。
7.2.2 型式检验的批由同一类型、规格和相同质量等级的水磨石构成,一个检验批为500~3000块。
7.3 抽样方案
7.3.1 出厂检验和型式检验所需样品应在成品库随机抽取。抽取的样品数量见表4。对特殊要求的水磨石产品出厂检验时可逐块检验。
表4
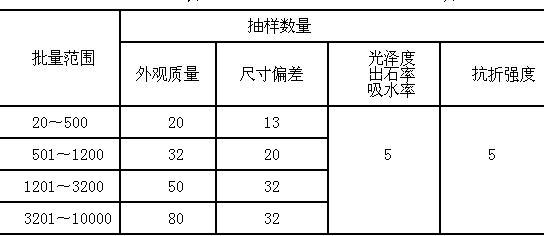
注:光泽度、出石率、吸水率的检验在同一组试件上依次进行。
7.3.2 检验外观质量的样品从整个批量中抽取,检验尺寸偏差的样品从检验外观质量合格的样品中抽取,检验光泽度、出石率、吸水率和抗折强度的样品从检验尺寸偏差合格的样品中抽取。
7.4 判定规则
7.4.1 出厂检验
7.4.1.1 外观质量和尺寸偏差按表5判定。
表5
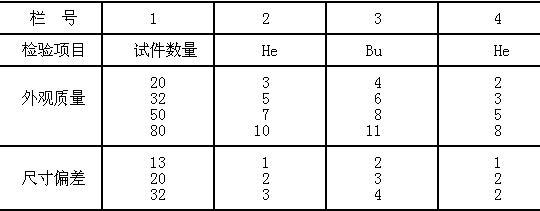
当达不到指定质量等级的试件数小于或等于He时,判定该批产品符合指定等级;大于Bu时,判定该批产品不符合指定等级;等于Bu时,(www.stonenic.com)允许重新抽样。
重新抽样后,当达不到指定质量等级的样品数小于或等于He时,判定该批产品符合指定等级;大于He时,判定该批产品不符合指定等级。
7.4.1.2 光泽度的判定:光泽度的试验结果达到5.5.1中规定质量等级的光泽度值时,判定该批产品符合该质量等级。
7.4.1.3 总判定:外观质量、尺寸偏差、物理力学性能符合技术要求中相应等级时,判为该等级。
7.4.2 型式检验
7.4.2.1 外观质量和尺寸偏差按表5中第2栏进行判定。
当达不到指定质量等级的样品小于或等于成时,判定该批产品符合指定质量等级;大于He时,则判定该批产品不符合指定质量等级。
7.4.2.2 光泽度的判定同出厂检验:出石率、吸水率和抗折强度的判定按5.4、5.5.2与5.5.3条进行。
8 标志、包装、贮存和运输
8.1 标志
8.l.l 水磨石边长超过500mm时,背面应有生产厂名称或商标,边长等于或小于500mm时,包装后应有产品标记。
8.1.2 出厂的水磨石应有产品质量合格证,其内容如下:
a.合格证编号:
b.产品标记:
C.生产厂的厂名或商标:
d.出厂日期或批号;
e.生产厂质量检验部门签章。
8.2 包装
根据运距和道路情况水磨石包装时应光面相对,其包装方法分为绳包装、箱包装和托盘包装。
8.2.1 包装
a.包装绳应具有足够强度,包装时必须扎紧并保护好棱角。
b.产品除大型产品允许单块捆扎外,其他产品均采取双数包装。
C.简易包装不少于3个捆扎点,每个捆扎点的绳应不少于五道,(www.stonenic.com)密封包装时,产品不得外露。
8.2.2 箱包装
a.包装箱可用木材或性能相近的代用板材制作,包装箱的规格由双方商定。
b.产品装入箱内时,其周围空隙必须用柔软填料挤实。
8.2.3 托盘包装
a.托盘规格应符合运输工具许可的尺寸,并与产品模数相适应。
b.托盘与产品相互捆扎牢固,在运输过程中不应松散。
8.3 运输
8.3.1 不论用何种运输工具水磨石制品均应直立放置,每行倾斜不大于15度。水磨石包装件与运输工具接触部分必须支垫使之受力均匀。
8.3.2 运输时要平稳、严禁冲击。远途运输时必须采取防雨措施,搬运过程中应轻拿轻放、严禁抛掷。
8.4 贮存
8.4.1 产品在搬运时必须轻拿轻放。
8.4.2 产品宜在室内贮存,室外贮存时应予遮盖。
8.4.3 贮存期间,产品码放应采用直立与平放两种方法。
a.直立码垛时应光面相对,倾斜角不大于15度,垛高不超过1.6m,最底层必须用木条支垫,层间用木条相隔,各层支承点必须平衡。
b.平放码垛时应光面相对,地面要求平整,垛高不超过1.4m。
附 录 A
水 磨 石 术 语
(补充件)
A1 磨面水磨石
经研磨加工使表面平整光滑的水磨石制品。
A2 抛光水磨石
在水磨石磨光面上出现底层砂浆的现象。
A3 返浆
在水磨石磨光面上出现底层砂浆的现象。
A4 杂质
面层中混有木屑、铁屑等类物质。
A5 色差
主要指同一块水磨石的磨光面上不同部位及同一批水磨石磨光面上同种颜色的浓淡差别。
A6 杂石
与水磨石磨光面基本色调不协调,花色显著不同影响面层装饰效果的石碴。
A7 漏砂
表面灰浆中掉进了底层灰砂。
A8 气孔
水磨石磨光面上存在的直径小于2mm、具有一定深度的孔洞。
A9 缺口
在水磨石磨光面的棱和角上存在的局部破损,其沿棱边的长度小于4mm,在磨光面上的宽度小于1mm
A10 石碴级配
主要指水磨石磨光面上不同颜色和不同粒径石碴的比例。
A11 越线
在两种或两种以上颜色的交界处,一种颜色超出图案规定的线条侵入相邻颜色区的现象。
A12 图案偏差
指两块或两块以上的水磨石组成图案时,每块水磨石之间线条不相吻合,即线条彼此偏离的程度。
附 录 B
原材料的技术要求
(参考件)
B1 水泥应符合GB2015、GB175和GB 1344的规定,但不得使用火山灰质硅酸盐水泥。
B2 装饰石太碴应由未风化的天然岩石破碎加工而成。
B3 着色颜料不得损害水磨石的物理力学性能,而且不溶于水,分散性好,具有优良的耐碱性和耐光性,技术性能应符合有关标准的规定。
B4 砂子应符合建筑用砂的规定。
B5 搅拌用水应符合JCJ63的规定。
B6 钢筋应符合GB343或GB701的规定。
• 凡注明“石材体验网”的所有文字、图片、音视频、美术设计和程序等作品,版权均属石材体验网所有。未经本网授权,不得进行一切形式的下载、转载或建立镜像。
• 您若对该稿件内容有任何疑问或质疑,请即与体验网联系,本网将迅速给您回应并做处理。
点击右侧【在线咨询】或至电0769-85540808 处理时间:9:00—17:00
石材体验网部份作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。

